



Керектүү боз чоюнкабык калыпка куюу буюмдаркызматтары мененCNC иштетүү, термикалык иштетүү жана беттик иштетүү.
Боз темир, же боз чоюн, графиттик микроструктурага ээ болгон чоюндун бир түрү. Ал пайда болгон жараканын боз түсүнөн улам аталган. Боз чоюн ичтен күйүүчү кыймылдаткычтын цилиндрлеринин блоктору, насостордун корпустары, клапандардын корпустары, электр ящиктери, каршы салмактар жана декоративдик куюулар сыяктуу тетиктин катуулугу анын чыңалуусуна караганда маанилүүрөөк болгон корпустар үчүн колдонулат. Боз чоюндун жогорку жылуулук өткөрүмдүүлүгү жана өзгөчө башы сыйымдуулугу көбүнчө чоюндан жасалган идиштерди жана диск тормоз роторлорун жасоо үчүн колдонулат.
Графиттик микроструктураны алуу үчүн типтүү химиялык курамы 2,5-4,0% көмүртек жана 1-3% кремнийди түзөт. Графит боз темирдин көлөмүнүн 6-10% ээлей алат. Кремний ак чоюндан айырмаланып боз темирди жасоо үчүн маанилүү, анткени кремний чоюндагы графитти турукташтыруучу элемент болуп саналат, бул эритмеден темир карбиддердин ордуна графит чыгарууга жардам берет; 3% кремнийде темир менен химиялык айкалышууда көмүртек дээрлик болбойт.
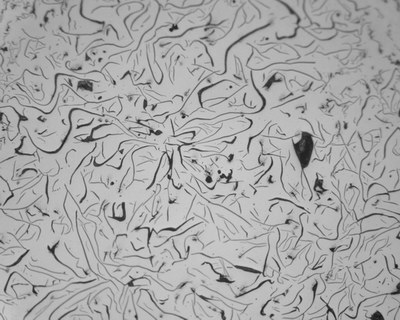
Графит үч өлчөмдүү кабыкчанын формасын алат. Эки өлчөмдө, жылмаланган бет микроскоптун астында пайда болгондо, графиттин кабыктары майда сызыктар болуп көрүнөт. Кабырчыктардын учтары мурунтан бар оюктардын ролун аткарат; ошондуктан, ал морт болуп саналат. Графит күкүмдөрүнүн болушу боз темирди оңой иштетүүгө мүмкүндүк берет, анткени алар графиттин кабырчыктары аркылуу оңой эле жарылып кетет. Боз темир да абдан жакшы демпфациялоо жөндөмдүүлүгүнө ээ, ошондуктан ал көбүнчө станокту орнотуу үчүн негиз катары колдонулат.

Боз чоюндун механикалык касиеттери | |||||||
| DIN EN 1561 боюнча пункт | өлчөө | бирдиги | EN-GJL-150 | EN-GJL-200 | EN-GJL-250 | EN-GJL-300 | EN-GJL-350 |
| EN-JL 1020 | EN-JL 1030 | EN-JL 1040 | EN-JL 1050 | EN-JL 1060 | |||
| Тартуу күчү | Rm | MPA | 150-250 | 200-300 | 250-350 | 300-400 | 350-450 |
| 0,1% кирешелүүлүгү | Rp0,1 | MPA | 98-165 | 130-195 | 165-228 | 195-260 | 228-285 |
| Узартуу күчү | A | % | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 | 0,3 – 0,8 |
| Компрессивдүү Күч | σдБ | МПа | 600 | 720 | 840 | 960 | 1080 |
| 0,1% кысуу күчү | σd0,1 | МПа | 195 | 260 | 325 | 390 | 455 |
| Ийилүү күчү | σbB | МПа | 250 | 290 | 340 | 390 | 490 |
| Schuifspanning | σaB | МПа | 170 | 230 | 290 | 345 | 400 |
| Стресс | ТТБ | МПа | 170 | 230 | 290 | 345 | 400 |
| Ийкемдүүлүктүн модулдары | E | GPa | 78 – 103 | 88 – 113 | 103 – 118 | 108 – 137 | 123 – 143 |
| Пуассон саны | v | – | 0,26 | 0,26 | 0,26 | 0,26 | 0,26 |
| Бринелл катуулугу | HB | 160 – 190 | 180 – 220 | 190 – 230 | 200 – 240 | 210 – 250 | |
| ийкемдүүлүк | σbW | МПа | 70 | 90 | 120 | 140 | 145 |
| Чыңалуу жана басымдын өзгөрүшү | σzdW | МПа | 40 | 50 | 60 | 75 | 85 |
| Breaking Strength | Klc | Н/мм3/2 | 320 | 400 | 480 | 560 | 650 |
| тыгыздыгы | г/см3 | 7,10 | 7,15 | 7,20 | 7,25 | 7,30 | |

Калыпка куюупроцесс ошондой эле алдын ала капталган чайыр кум куюу жараяны, ысык кабык калыптандыруу куюу же негизги куюу жараяны деп аталат. Негизги калыптоо материалы жашыл кум жана фуран чайыр кумга караганда кымбатыраак, алдын ала капталган фенолдук чайыр кум болуп саналат. Анын үстүнө бул кумду кайра иштетүүгө болбойт.
Фуран чайыры өзүн-өзү катуулатуучу кум куюу процесси (нобак процесси) куюу калыпын түзүү үчүн фуран чайыры менен капталган кумду колдонот. Баштапкы кумду (же рекультивацияланган кумду), суюк фуран чайырын жана суюк катализаторду бирдей аралаштырып, аларды өзөк кутучасына (же кум кутуга) толтургандан кийин, өзөк кутучасындагы (же кум) калыпка же калыпка катуулаш үчүн аны бекемдеңиз. куту) бөлмө температурасында. Андан кийин куюлуучу калып же куюу өзөгү пайда болгон, ал өзүн-өзү катуулануучу муздак өзөктүү кутуча калыптоо (өзөк), же өзүн-өзү бекемдөө ыкмасы (өзөк) деп аталат.
Көк бөлмө температурасында калыптангандыктан жана ысытуунун кажети жок болгондуктан, өзүн-өзү катуулаган кум куюу бышыруу процесси деп да аталат. өзүн-өзү катуулоо ыкмасы кислота-катализатор furan чайыр жана phenolic чайыр кум өзүн-өзү катуулоо ыкмасы, уретан чайыр кум өзүн-өзү катуулоо ыкмасы жана phenolic monoester өзүн-өзү катуулоо ыкмасын бөлүүгө болот.
Өзүн-өзү катуулануучу муздак кутуча бириктиргич кум катары, фуран чайыр кум Кытайдын куюучу заводунда эң алгачкы жана эң кеңири колдонулган синтетикалык бириктиргич кум болуп саналат. Калыпталуучу кумга кошулган чайырдын көлөмү жалпысынан 0,7% дан 1,0% га чейин, ал эми негизги кумда кошулган чайырдын көлөмү жалпысынан 0,9% дан 1,1% га чейин. Фуран чайырындагы эркин альдегиддин курамы 0,3% дан төмөн, ал эми кээ бир заводдор 0,1% га чейин төмөндөгөн. Кытайдагы куюучу заводдордо фуран чайырынан жасалган кум өндүрүш процессине жана куймалардын беттик сапатына карабастан эл аралык деңгээлге жетти.
Боз чоюндун эквиваленттүү сорту | ||||||||
| AISI | W-stoff | DIN | BS | SS | АФНОР | UNE / IHA | JIS | UNI |
| A48-20B | 0.6010 | GG-10 | 100-класс | 0110-00 | - | - | FC 100 | G 10 |
| A48-25B | 0.6015 | ГГ-15 | 150-класс | 0115-00 | Ft 15 D | FG 15 | FC 150 | G 15 |
| A48-30B | 0.6020 | ГГ-20 | 200-класс | 0120-00 | Ft 20 D | FG 20 | FC 200 | G 20 |
| A48-40B | 0.6025 | ГГ-25 | 250-класс | 0125-00 | Ft 25 D | FG 25 | FC 250 | G 25 |
| A48-45B | 0.6030 | ГГ-30 | 300-класс | 0130-00 | Ft 30 D | FG 30 | FC 300 | G 30 |
| A48-50B | 0.6035 | ГГ-35 | 350-класс | 0135-00 | Ft 35 D | FG 35 | FC 350 | G 35 |
| A48-60B | 0.6040 | ГГ-40 | 400-класс | 0140-00 | Ft 40 D | - | FC 40 | - |
| 32510 | ГТС-35 | B340/12 | 0815-00 | MN 35-10 | - | FCMW 330 | - | |
| A220-40010 | 0.8145 | ГТС-45 | P440/7 | 0852-00 | MN 450 | - | FCMP 440/490 | GMN 45 |
| A220-50005 | 0.8155 | ГТС-55-04 | P510/4 | 0854-00 | MP 50-5 | - | FCMP 490 | GMN 55 |
| A220-70003 | 0.8165 | ГТС-65-02 | P570/3 | 0856-00 | MN 650-3 | - | FCMP 590 | GMN 65 |
| A220-70003 | - | ГТС-65 | P570/3 | 0858 | MN 60-3 | - | FCMP 540 | - |
| A220-80002 | 0.8170 | ГТС-70-02 | P690/2 | 0862-00 | MN 700-2 | - | FCMP 690 | GMN 70 |
Резин менен капталган кум куюучу металл жана эритмелер | |
| Металл жана эритмелер | Популярдуу класс |
| Боз чоюн | GG10~GG40; GJL-100 ~ GJL-350; |
| Илимдүү (түймөлүү) чоюн | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Аустемперленген пластикалык темир (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| Carbon Steel | C20, C25, C30, C45 |
| Эритме болот | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| Дат баспаган болот | Ферриттик Дат баспас болоттон жасалган, Мартенситтик Дат баспас болоттон, Аустениттик Дат баспас болоттон, Жаан-чачында катуулануучу Дат баспас болоттон, Дуплекстүү Дат баспас болоттон |
| Алюминий эритмелери | ASTM A356, ASTM A413, ASTM A360 |
| Жез / жез негизиндеги эритмелер | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| Стандарт: ASTM, SAE, AISI, ГОСТ, DIN, EN, ISO жана ГБ | |

Фуран чайыры менен капталган кумдун өз алдынча катуулануучу калыпташынын артыкчылыктары:
1) Куймалардын өлчөмдүү тактыгын жана бетинин тегиздигин жогорулатуу.
2) Көктүн (өзөк) кумдун катуулануусу кургатуу талап кылынбайт, бул энергияны үнөмдөйт, ошондой эле кымбат эмес жыгач же пластик өзөк кутучалары жана шаблондор да колдонулушу мүмкүн.
3) Өзүн-өзү бекемдөөчү калыптоочу кумду жыштоо жана кулоо оңой, куюлган кумдарды тазалоо оңой жана эски кумду кайра иштетүүгө жана кайра колдонууга болот, бул өзөк жасоонун, моделдөөнүн, кумдун түшүшүнүн, тазалоонун жана башка шилтемелердин эмгек сыйымдуулугун бир топ азайтат, жана механикалаштыруу же автоматташтыруу женил.
4) кумдагы чайырдын массалык үлүшү 0,8% ~ 2,0% гана, чийки заттын комплекстүү баасы төмөн.
Өзүн-өзү бекемдөө ыкмасы жогоруда айтылган көптөгөн уникалдуу артыкчылыктарга ээ болгондуктан, өзүн-өзү бекемдөө ыкмасы өзөк жасоо үчүн гана колдонулбастан, ошондой эле куюлуучу формада колдонулат. Бул өзгөчө бир даана жана чакан партия өндүрүү үчүн ылайыктуу болуп саналат, ошондой эле чоюн, болоттон жана түстүү эритмесин куюп чыгара алат. Кээ бир кытай куюу ишканалары чопо кургак кум калыптарын, цемент кум калыптарын жана жарым-жартылай суу айнек кум калыптарын алмаштырды.




Керектүү чоюн куюу буюмдары







{kind=link}